

すべての製品
-
 SAM"温州・シャングル・スチールの製品が 本当にゲームチェンジャーです ステンレス・スチールパイプは 業務を効率化するだけでなく 全体的な効率も向上させました 高品質で信頼性があり耐久性があるプロジェクトに価値のある追加です!"
SAM"温州・シャングル・スチールの製品が 本当にゲームチェンジャーです ステンレス・スチールパイプは 業務を効率化するだけでなく 全体的な効率も向上させました 高品質で信頼性があり耐久性があるプロジェクトに価値のある追加です!" -
 ピーター"温州・シャングル・スチールを選んだのは 最高の決断です 品質と顧客サービスへのコミットメントは 類を見ないものです製造プロセスに組み込まれ,生産性が著しく向上しました!"
ピーター"温州・シャングル・スチールを選んだのは 最高の決断です 品質と顧客サービスへのコミットメントは 類を見ないものです製造プロセスに組み込まれ,生産性が著しく向上しました!"
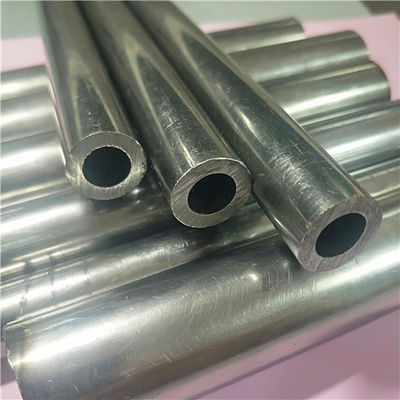
合金2507 スーパーデュプレックスステンレス鋼管 ASTM/ASME A/SA789 A/SA790 A/SA928

| 起源の場所 | 中国 |
|---|---|
| ブランド名 | Shangle |
| 証明 | PED,IS09001 |
| モデル番号 | 12.7 |
| 最小注文数量 | 交渉可能 |
| 価格 | negotiable |
| パッケージの詳細 | 編まれたパッキング |
| 受渡し時間 | 30日間 |
| 支払条件 | L/C,T/T |
| 供給の能力 | 500トン/30日間 |
無料のサンプルとクーポンを私に連絡してください.
WATSAPP について:0086 18588475571
ウェチャット: 0086 18588475571
スカイプ: sales10@aixton.com
心配があれば、私達は24時間のオンライン・ヘルプを提供する。
x商品の詳細
| 材料 | 304、304L 310 321 316 316L | スタンダード | AISI、ASTM、DIN、EN、GB |
|---|---|---|---|
| 形状 | SCH10、SCH20、SCH30、STD、SCH40、SCH60、SCH80 | テクニック | 冷たい引くこと |
| 適用する | オイル、石油/力 | パッケージ | 編まれたパッキング |
| ハイライト | 極度の二重ステンレス鋼の管,2507 ステンレス鋼管,ASTM スーパーデュプレックスパイプ |
||
製品の説明
デュプレックスステンレス鋼管,合金2507 スーパーデュプレックスステンレス鋼管/チューブ ASTM/ASME A/SA789 A/SA790 A/SA928
温州シャングル鋼鉄株式会社: 特殊鋼材の主要な供給源です. 10年以上,オースティニティックステンレス鋼とトップレベルのニッケル合金鋼に特化した.私たちのシームレスと溶接管とチューブで比類のない結果を達成ISO9001とISO14001の基準を遵守することは,特殊な鋼の品質と卓越性への我々のコミットメントを強調します.決定的な鉄鋼のソリューションのために,WenZhou Shangle Steelを選択してください.
| U Bend デュプレックスチューブ |
材料のグレード:
メカニカルプロパティ
サイズ範囲:
|
| UNS 32750 スーパーデュプレックスステンレス鋼管 スーパーデュプレックスステンレスステールは,高合金性,性能の高いデュプレックスステールで,ピッティング耐性があります. スーパーデュプレックスは,ピッティングや裂け目の腐食に強い耐性があります.スーパーデュプレックスは 攻撃的な環境での使用に適しています. スーパーデュプレックスステンレスは,塩化物や酸性環境でのストレス腐食裂けに強い耐性があります. スーパーデュプレックスは,侵食腐食と腐食疲労に強い耐性があります. スーパーデュプレックス (Super Duplex) はデュプレックスのように,オーステナイトとフェライト (50/50) の混合微細構造で,フェライトおよびオーステナイト鋼級よりも強度が向上しています.主な違いは,スーパーデュプレックスがモリブデンとクロムの含有量が高く,材料がより高い耐腐食性を持つことです.. Super Duplex has the same benefits as its counterpart - it has lower production costs when compared with similar ferritic and austenitic grades and due to the materials increased tensile and yield strength質や性能を損なうことなく,より小さい厚さを購入する歓迎された選択肢を多くの場合購入者に与えます. |
|
UNS32750 スーパーデュプレックスステンレス鋼の利点
- デュプレックス に 比べ て 腐食 耐性 が 向上 し た
- 引き締り強度と出力強度
- 柔らかさと硬さ
- ストレスの腐食耐性 (SSC)
- 品質を損なうことなく 購入費を削減する機会
一般的な特性
合金2507は超複合型不?? 鋼で 25%のクロム,4%のモリブデン,7%のニッケルで 特殊な強度と耐腐蝕性を要求する 厳しい用途のために設計されています化学的プロセスなどこの鋼は,塩化物によるストレス腐食への優れた耐性,高熱伝導性,低熱膨張係数を有する.高いクロムモリブデン,窒素レベルは,穴,裂け目,および一般的な腐食に優れた耐性を提供します.
耐震性も高い.合金2507は,570以上の温度に長期的に曝露を必要とするアプリケーションでは推奨されません.0F 耐性が低下する危険性があるため
申請
- 石油・ガス産業の設備
- 海上プラットフォーム,熱交換器,プロセス水システム,サービス水システム,消防システム,注射水システム,弾圧水システム
- 化学加工産業,熱交換機,容器,パイプ
- 淡水装置,高圧RO装置,海水管
- メカニカル・構造部品,高強度,耐腐蝕部品
- 電力産業のFGDシステム,公益事業および産業用スクルーバーシステム,吸収塔,管道,パイプ
基準
ASTM/ASME.......... A240 - UNS S32750
EURONORM... 1.4410 - X2 Cr Ni モン 25.7.4
AFNOR Z3 CN 25.06 Az
耐腐食性
一般的な腐食
2507の高いクロムとモリブデン含有量は,アシド酸やアセト酸などの有機酸による均質な腐食に非常に耐性がある.2507はまた,無機酸に優れた耐性を有します.特に塩化物を含んでいるものは
塩化物イオンで汚染された稀释硫酸では,2507は904Lよりも腐食耐性が優れている.純硫酸耐性のために設計された高合金型アウステニチス鋼.
316L型 (2,5%Mo) のステンレス鋼は,局所的で均質な腐食の危険性があるため,塩化水素酸では使用できません.しかし,2507は,稀化塩化水素酸では使用できます.この図の境界線以下のゾーンでは,穴が開くことは危険ではありません.割れ目も避けなければならない.
硫酸における同腐食曲線,0.1 mm/年
2000ppmの塩化物イオンが加わっています
塩化水酸における腐食曲線,0.1 mm/年
切断線曲線は沸点を表します
臨界ピット温度 (CPT) の範囲
1M NACl の様々な合金
裂け目腐食の臨界温度 (CCT)
10% FeCl3 の様々な合金
穀物間腐食
2507 の低炭素含有量は,熱処理中に穀物境界部にカービッド降降のリスクを大幅に低下させる.合金がカービッドによる粒間腐食に強い耐性がある.
ストレス腐食 裂け目
2507の複合構造は,塩化物ストレス腐食クレイキング (SCC) に優れた耐性を備えています.2507は腐食耐性と強度で 2205より優れている. 2507 は,特にオフショア・オイル・ガス・アプリケーションや,自然に塩塩分濃度が高い井戸や,回収を強化するために塩塩分が注入されている井戸で有用である.
穴の腐食
塩化物を含有する溶液における鋼の穴抵抗を決定するために,様々な試験方法が用いられる.上記のデータはASTM G 61に基づく電気化学技術によって測定された.1M のナトリウム塩化物溶液でいくつかの高性能鋼の臨界ピット温度 (CPT) を決定した.2507 の 穴 の 腐食 に 対する 優れた 耐久性 を 示し て い ます.各 グレード の 標準 データ の 広がり は,棒 の 暗黒 灰色 の 部分 に よる もの です.
裂け目の腐食
実用的な施工や操作ではほぼ避けられない裂け目があるため,不ржа鋼は塩化物環境での腐食により易くなります.2507は裂け目の腐食に強い2507と他の高性能不?? 鋼の重要な裂け目の腐食温度が上記に示されています.
化学分析
典型的な値 (重量 %)
| C について | C.C. | ニ | モー | N | ほか |
| 0.020 | 25 | 7 | 4.0 | .27 | S=0です001 |
| PREN = [Cr%] + 3.3 [Mo%] + 16 [N%] ≥ 40 | |||||
メカニカルプロパティ
メカニカルおよび物理的特性
2507は,高張力および衝撃強度と低熱膨張系数および高熱伝導性を組み合わせています.これらの特性は多くの構造および機械部品に適しています.低い2507 プレートおよびプレートの環境および高温の機械的性質は,下記に示されています.示されたすべての試験データは,焼却および消化状態のサンプルです.
2507 は,570 °C を超えた高温に長時間被曝を必要とするアプリケーションでは推奨されません.0F 硬さの減少のリスクが高まるため.ここに記載されているデータは,鋳造製品に特有のものであり,特に記載されていない限り,最大値または最小値とみなされるべきではありません.
メカニカルプロパティ
| 極限の張力強度, ksi | 116分 |
| 00.2% オフセット 収益力 0.2%, ksi | 80分 |
| 00.1% オフセット 収益力 0.2%, ksi | 91分 |
| 2インチで長さ % | 15分だ |
| 硬さ ロックウェル C | 最大32 |
| インパクト・エネルギー,フィート・ポンド | 74分 |
低温の衝撃特性
| 温度0F について | RT 労働力 | 34 | -4 | -40歳 |
| フット・ポンド | 162 | 162 | 155 | 140 |
| 温度0F について | -76歳 | -112 | -148 だった | -320 |
| フット・ポンド | 110 | 44 | 30 | 7 |
高温 の 張力 特性
| 温度0F について | 68 | 212 | 302 | 392 | 482 |
| 00.2% オフセット 収益力, ksi | 80 | 65 | 61 | 58 | 55 |
| 極限の張力強度, ksi | 116 | 101 | 98 | 95 | 94 |
物理 的 な 特質
| 密度 | 1lb/in3 | 0.28 |
| 弾力度モジュール | PSI × 106 | 29 |
| 熱膨張係数 68から2120F/0F について |
x10-6/0F について | 7.2 |
| 熱伝導性 | Btu/h ft0F について | 8.7 |
| 熱容量 | Btu/lb/0F について | 0.12 |
| 電気抵抗性 | W-in × 10-6 | 31.5 |
処理
熱で形成する
1875年までの間,熱で作業する必要があります.0F と 22500F. その後に,1925 に溶液を溶かす.0Fを最小限にし,迅速な空気または水の消化
冷たい形作
ステンレス鋼の形作法の大半は冷凍加工に用いられる.鉄合金には,オーステニティック鋼よりも高い強度と低柔性があり,製造者は,より高い形成力を発見することがあります.スプリングバックを許容する. 深い引き出し,ストレッチ形成,鉄鋼は,アウステニティス型のステンレス鋼よりも 2507で処理が難しい.形成には10%以上の冷たい変形が必要である場合,溶液用火焼と消化が推奨されます.
熱処理
溶液は,冷や熱で形成した後,溶液で焼却され,消化されなければなりません.溶液の焼却は,少なくとも1925で行われます.0F. 焼却後には,すぐに空気または水で迅速に消し去る.最大限の腐食耐性を獲得するために,熱処理された製品は漬けにして洗浄する必要があります.
溶接
2507は,良質の溶接性があり,自己または他の材料にシールド金属弧溶接 (SMAW),ガスウルフスタン弧溶接 (GTAW),プラズマ弧溶接 (PAW),フルックスコアワイヤ (FCW),または水中弧溶接 (SAW)2507を溶接する際には,適切なデュプレックス溶接構造を生成するため,フィルラー金属が提案される.
2507の予熱は,冷たい金属の凝縮防止を除き,必要ではありません. インターパス溶接温度は300 °Cを超えてはならない.0溶接の整合性が悪影響を受ける可能性があります. 根は最大限の耐腐食性のためにアルゴンまたは90%N2/10%H2浄化ガスで遮断する必要があります.後者は,より良い腐食耐性を提供します..
溶接が1つの表面のみで行われ,溶接後の清掃は不可能である場合は,根を通過する際にGTAWを提案する.GTAW や PAW は,溶接後の清掃が可能でない限り,フィラー金属なしで行われてはならない.SMAWまたはGTAWでは5~38kJ/inの熱入力を使用すべきである. SAWでは約50kJ/inの熱入力を使用することができる.
私たちの実施した品質テストのいくつかは以下の通りです.
| 腐食試験 | 顧客が特別に要求する場合にのみ実施する |
| 化学分析 | 要求される品質基準に従って試験 |
| 破壊性/機械的試験 | 伸縮性 硬さ 平坦性 フラッシュ性 フレンズ性 |
| 逆曲がりとRe.平面試験 | 関連基準とASTM A-450とA-530の基準を完全に遵守して実行され,顧客末端で問題のない拡張,溶接および使用を保証します. |
| エディ電流試験 | デジタルデフォルトマークテストシステムを使用して地下における均質性を検出するために行われます. |
| 水静止試験 | 試験はASTM-A 450基準に従って実施され,最大圧は20Mpa/7sです. |
| 空気圧試験 | 空気漏洩の証拠をチェックする |
| 視覚検査 | パシブ化後,パイプのすべての長さは,表面の欠陥と他の不完全性を検出するために訓練されたスタッフによって徹底的な視覚検査を受けます. |
補完試験:上記試験に加えて,製造された製品に対する補足試験も行います.その中で実施される試験には,以下が含まれます.
|
|
|
推薦されたプロダクト